|
Produktion
Jeder Rahmen ist ein
Unikat und wird entsprechend den Bedürfnissen und Wünschen des
Kunden auf Maß hergestellt.
Zu Beginn werden Anatomie und Vorlieben des Fahrers sowie
Einsatzzweck des Rades abgeklärt. Mit diesen Angaben wird die
Rahmengeometrie entwickelt, gezeichnet und mit dem Kunden
abgestimmt. Dabei werden auch die gewünschten Anlötteile, die
Verbindungsmethode sowie die Rohrabmessungen festgelegt.
Entsprechend der Rahmenzeichnung werden die Rohre auf Länge und
Passung gebracht. Die Rahmenlehre dient dazu, alle Winkel- und
Längenmaße sowie die Passungen der Rohre zu überprüfen. Dazu werden
die Rahmenrohre noch lose in die Lehre eingelegt und evtl.
notwendige Korrekturen durchgeführt.
Entlüftungs- und Entwässerungsöffnungen werden gebohrt sowie
Anlötteile, wie z.B. Flaschenhalterösen, Zugdurchführungen etc.
angebracht.
Die Rohre werden an ihren Enden innen und außen gereinigt, mit
Flussmittel versehen und zu kleineren Baugruppen verlötet. Ich
verbinde dazu das Steuer- mit dem Unterrohr und das Sitzrohr mit dem
Tretlager-gehäuse. Diese beiden Baugruppen werden zusammen mit dem
angepassten Oberrohr in der Rahmenlehre überprüft, geheftet und
anschließend außerhalb der Lehre verlötet. Zwischen jedem dieser
Arbeitsschritte erfolgt eine Kontrolle und wenn notwendig Korrektur
auf dem Messtisch.
Danach wird der Hinterbau hergestellt. Hierzu werden die
Kettenstreben auf Länge gebracht und die Passungen für das
Tretlagergehäuse und die Ausfallenden gefertigt. Auch hier verbinde
ich zunächst die Kettenstreben mit den Ausfallenden zu zwei kleinen
Baugruppen. Nach der obligatorischen Kontrolle auf dem Messtisch /
in der Lehre wird eine Kettenstrebe mit dem Tretlagergehäuse
verlötet, auf dem Richttisch überprüft und nötigenfalls ausgerichtet. Die
dazugehörige Sitzstrebe wird angepasst, geheftet und gelötet. Die
zweite Hinterbauhälfte wird analog hergestellt, wobei die bereits
angelötete Hinterbauhälfte als "Lehre" dient.
Die Aufteilung des
Herstellungsprozesses in kleine Baugruppen erlaubt es mir,
Spannungen im Rahmen reduzieren und evtl. auftretenden
Verzug an den einzelnen Baugruppen korrigieren zu können ohne das
dies Auswirkungen auf den gesamten Rahmen hat.
Als letzte Lötarbeiten werden Kettenstreben- und Bremsstege bzw.
Bremssockel etc. angelötet.
Wenn alle Lötarbeiten abgeschlossen sind, wird der Rahmen für die
Lackierung / Beschichtung von Flussmittelresten befreit, die
Lötstellen - soweit erforderlich - gefeilt bzw. geschliffen,
Edelstahlteile gebürstet und / oder poliert.
Natürlich kann der Kunde auch bei der Lackierung seine Ideen und
Wünsche mit einbringen. Sie können mir dazu Links mit Bildern
schicken, eine Beschreibung oder Skizze geben. Ich werde zusammen
mit dem Lackierer oder Beschichter versuchen, Ihre Wünsche in die
Realität umzusetzen. Hier ein Beispiel einer ersten Kundenskizze für
eine sehr aufwändige vierfarbige Rahmenlackierung:
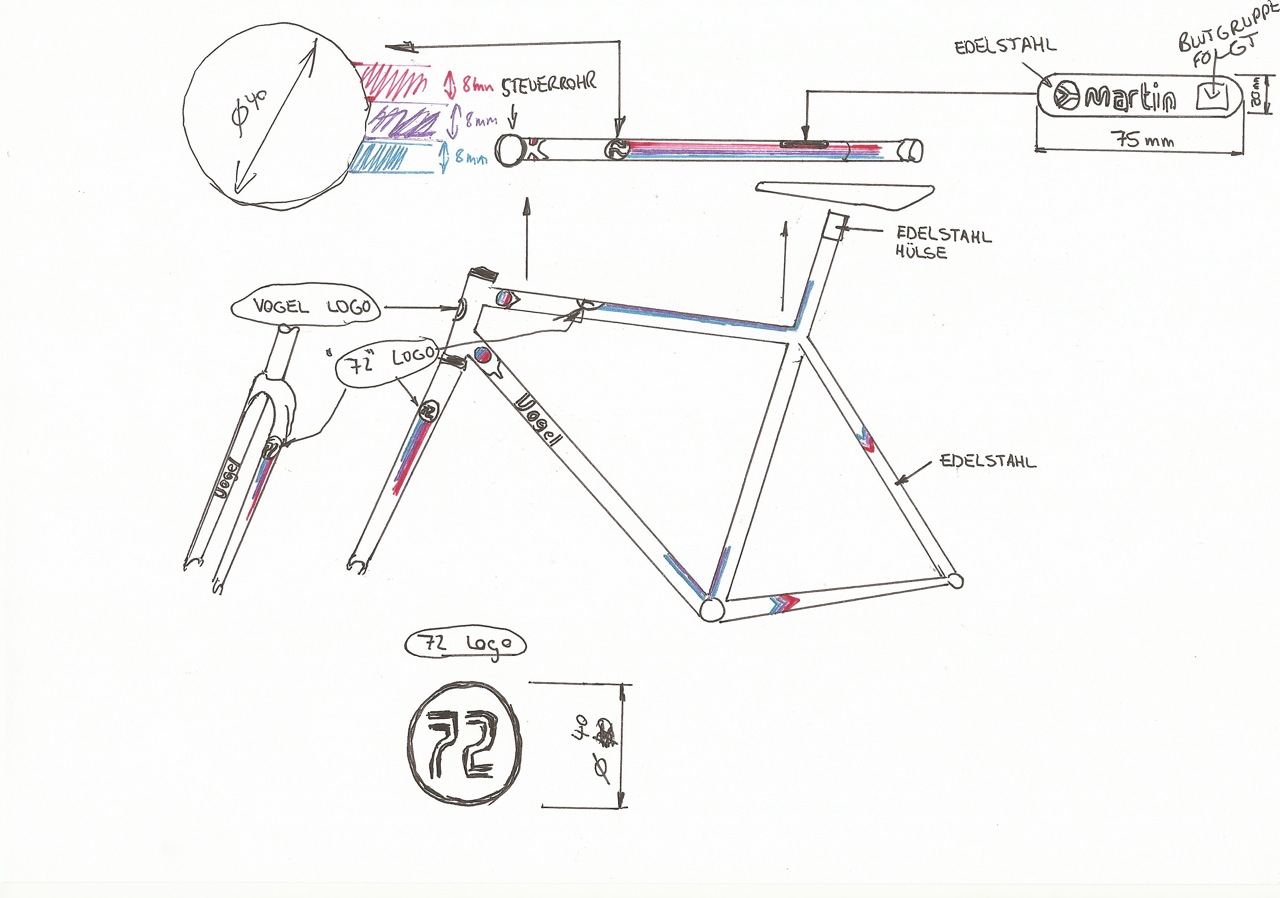
Skizze: Martin B.
Nach der Lackierung / Pulverbeschichtung, die als Einziges außer
Haus erledigt wird, werden die Gewinde und Lagersitze
nachgeschnitten bzw. -gefräst und der Rahmen mit einer
Hohlraumversiegelung versehen.

Material
Ich arbeite mit Stahl und Edelstahl. Nicht weil ich meine,
man könnte aus anderen Materialien keine guten Rahmen bauen, sondern
weil ich im Stahl das größere kreative Potential sehe. Stahl erlaubt
unterschiedliche Verbindungstechniken: geschweißt, muffenlos,
gemufft oder „bilaminate“ gelötet. Durch die unterschiedlichen
Verbindungsmethoden ergeben sich unzählige eigenständige
Gestaltungsmöglichkeiten. Bei keinem anderen Material kann man so
unterschiedliche Lösungen z.B. für die
Anlegung
der Sitzstreben an das Sitzrohr
beobachten. Das kreative Potential, welches im Werkstoff Stahl
steckt, fasziniert mich. Aus dieser Faszination hat sich meine
Arbeitsmethodik entwickelt. Ich arbeite überwiegend mit sehr
geringem Maschineneinsatz. Dies erlaubt es mir, jedes Detail
individuell und teilweise spontan zu gestalten. Rahmenbauteile, wie
z.B. Muffen, sind für mich Rohmaterial, das es zu bearbeiten und zu
gestalten gilt. Im Kontrast zu der handwerklichen Arbeitsweise,
verwende ich auch „high-tech“-Verfahren – z.B. 3-D-Laserzuschnitt -
zur Herstellung mancher Rahmenbauteile. Der Gestaltungsprozess
verlagert sich von der Werkbank an den Computer, mit dem alle
erforderlichen Daten für die Teile-Produktion außer Haus generiert
werden.
Rohre:
Es kommen ausschließlich hochwertige Stahl- und Edelstahlrohre
von renommierten Herstellern zum Einsatz. Ich verwende überwiegend
Rohre von europäischen Produzenten wie Columbus, Dedacciai und
Reynolds allerdings auch vereinzelt Rohre von True Temper und KVA.
Um den Kunden einen perfekt angepassten Rahmen anbieten zu können,
werden meist Rohre verschiedener Rohrsätze und Rohrhersteller an
einem Rahmen verwendet. Gewicht, Haltbarkeit und
Fahreigenschaften können so optimal abgestimmt werden. Nicht selten
sind daher Rohre von drei verschiedenen Herstellern in einem Rahmen
verbaut.
Verbindungsmethoden:
Muffen:
Bei gemufften Konstruktionen werden die zu verbindenden Rohrenden
mit Hilfe übergreifender Muffenstücke miteinander verlötet. Durch
die sich daraus ergebende große Verbindungs- bzw. Lotfläche kann auf
ein Lot mit sehr geringer Verarbeitungstemperatur zurückgegriffen
werden. Die Auswahl der Muffen hat sich in letzter Zeit
deutlich vergrößert. Dies erlaubt es, gemuffte Rahmen mit sehr
unterschiedlichem Erscheinungsbild - ganz nach Kundengeschmack - anbieten zu können. Die Palette reicht von schlichten
Muffenformen zu sehr verspielten Lösungen. Auf Wunsch kann ich
vorhandene Muffen auch umgestalten.
Bei gemufften Rahmen löte ich mit einem 55-prozentigem,
cadmiumfreien Silberlot. Dies gewährleistet eine sehr geringe
Arbeitstemperatur.
Eine (unvollständige) Muffenauswahl sehen Sie hier:
  
  
  
  
Fotos: Ulrich Vogel
(Bilder anklicken - dann gelangen Sie zu weiteren Bildern und Infos
zu dieser Muffe auf meiner flickr-Seite)
Bilaminate:
Hierbei werden - ähnlich der Muffenbauweise - Bauteile - in diesem
Fall einzelne Rohrhülsen - dazu verwendet, die Kontaktfläche bzw.
die Lotfläche an den Verbindungsstellen zu vergrößern bzw. bestimmte
Rohr-Enden gezielt zu verstärken (z.B. Steuerrohr-Enden für die
Steuersatzmontage). Im Gegensatz zur Muffe umgreifen diese
Rohrhülsen aber nicht alle miteinander zu verbindenden Rohre,
sondern sind nur über ein einzelnes Rohr übergeschoben.
Diese Rohrhülsen / Muffenstutzen werden individuell per Hand oder
seriell per Laserzuschnitt hergestellt.
Bei der Bilaminate-Bauweise verwende ich je nach Bedarf ein
hochfestes Silberlot, dass sich auch für Auftragslötungen eignet und
/ oder Neusilberlot.
Beispiele für Bilaminate-Verbindungen (mit von Hand "geschnittenen"
Hülsen) sehen Sie hier:
 
Fotos:
Maurer-Hörsch
Muffenlos:
Bei muffenlosen Rahmen werden die einzelnen Rohre stumpf aneinander
gestoßen. Da die Kontaktflächen sehr gering sind, löte ich diese
Verbindungen in aller Regel mit einem speziellen Neusilberlot, das
eine sehr hohe Festigkeit aufweist. Neusilber ist eine
Messing-Nickel-Legierung. Bei dem von mir verwendeten Neusilberlot
ist zusätzlich noch ein geringer Silberanteil vorhanden, der für
eine nochmals höhere Festigkeit bei verringerter Arbeitstemperatur
(gegenüber "üblichem" Neusilber) sorgt.
Beispiele für muffenlose Verbindungen sehen Sie hier:
 
Fotos: Ulrich Vogel
Statements
Da einige rahmenbauspezifische Dinge regelmäßig bei mir angefragt
werden, habe ich damit begonnen hierzu persönliche Statements zu
schreiben und biete sie hier als download zur Lektüre an.
Wie geschrieben, es sind persönliche Statements, die keinen Anspruch
auf Allgemeingültigkeit und Objektivität haben. Sie entspringen
meiner Überzeugung, dass technisch einfache Lösungen oft die
bessere Wahl sind.
Statement:
Kettenspannung und Nabenschaltung
Statement:
Riemen vs
Kette
Statement:
Magura FIRM-tech
|
